 Máy Hàn
Máy HànChưa có sản phẩm nào trong giỏ hàng.

Hàn dầm cẩu trục bằng máy hồ quang chìm HKSUB500 Hồng Ký
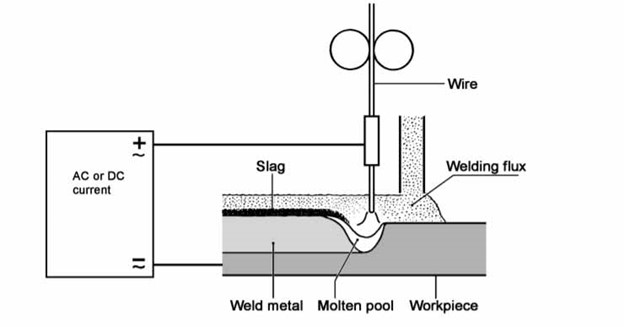
Công nghệ hàn hồ quang chìm (SAW = Submerged Arc Welding) là một quá trình hàn hồ quang nóng chảy giữa điện cực dây hàn và vật hàn dưới lớp thuốc bảo vệ. Quy trình này được phát minh bởi Viện Hàn Điện EO Paton ở Kyiv, Ukraine. Bằng sáng chế đầu tiên về phương pháp hàn này đã được cấp vào năm 1935. Một trong những ứng dụng đáng chú ý nhất của phát minh này là xe tăng quân sự T34. Xe tăng này đóng vai trò then chốt giúp Liên Xô giành thắng lợi trong Chiến tranh Thế giới thứ hai.
Mặc dù công nghệ hàn này đã xuất hiện gần một thế kỷ nhưng nó vẫn là lựa chọn thiết yếu cho nhiều ngành công nghiệp hiện nay. Hồng Ký xin giới thiệu đến Quý Khách Hàng giải pháp hàn dầm cột. Giải pháp sử dụng phương pháp hàn hồ quang chìm bằng máy hàn HKSUB500 Hồng Ký.
Thiết bị vật tư được yêu cầu
| Hạng mục | Thông số / Model |
|---|---|
| Nguồn hàn | SUB500A Hồng Ký |
| Nguồn điện đầu vào | 3 Pha (380VAC ±15%, 50/60Hz) |
| Nguồn đầu ra định mức | 500A, 39V DC, 60% |
| Rùa hàn | 1 Pha (110VAC ±15%, 50/60Hz) |
| Cáp | 15m |
| Dây hàn | ER70S-6 1.2mm |
| Thuốc hàn | AWS A5.17 F6A2-EL12 |
| Nguồn đầu vào | Dòng điện đầu ra | Tốc độ xe rùa hàn (m/min) | Kích thước dây hàn (mm) | Kích thước thép dầm chữ I (mm) |
|---|---|---|---|---|
| 1-Pha (110V ±15%) 50/60Hz | MAX: 500A | 0.15 – 1.5 | 0.8 / 1.0 / 1.2 / 1.6 | MIN: 180 |
| Kích thước (Dài × Rộng × Cao): 502 × 309 × 540 (mm) Khối lượng: 20 kg |
||||
| Mức | Tốc độ (m/min) | Tốc độ (mm/s) |
|---|---|---|
| 1 | 0.15 | 2.5 |
| 2 | 0.34 | 5.7 |
| 3 | 0.45 | 7.5 |
| 4 | 0.58 | 9.7 |
| 5 | 0.82 | 13.6 |
| 6 | 0.95 | 15.8 |
| 7 | 1.08 | 18.0 |
| 8 | 1.25 | 20.8 |
| 9 | 1.35 | 22.5 |
| 10 | 1.45 | 24.1 |
Kích thước dầm
- Bụng: 6mm
- Cánh:10mm
- Độ dài: 6000x500x300mm

Lắp ráp phôi
Tạo đồ gá, đặt phôi vào dùng ép thuỷ lực định vị lại, hàn đính và dùng sắt gia cố lại.

Thiết lập thông số hàn
| Tốc độ cấp dây | ~8.4 m/min |
| Điện áp | 30~32V |
| Cường độ dòng điện | ~ 336A |
| Tốc độ di chuyển của rùa | 0.65 m/min |
| Góc hàn | α = 45º |
| Tiêu cự | 20 ~25mm |

Điều chỉnh cử trước của rùa thấp hơn nhiều so với cử sau để thân rùa nghiêng so với dầm một góc 20°- 30º. Điều này giúp rùa chạy không bị lệch ra khỏi đường hàn. Thuốc hàn phải phủ trùm kín mối hàn đảm bảo ngăn chặn oxy và nito xâm nhập. Sau khi quá trình hàn xong thì xỉ hàn tự bong ra, liền mạch, bóng, ít lỗ khí thì mối hàn đẹp, đạt chất lượng.

Kiểm tra kích thước chân mối hàn 8mm, kích thước mối hàn 6mm => Đạt yêu cầu.

Vệ sinh sạch sẽ đường hàn, thuốc hàn ray lọc sử dụng lại, tránh tình trạng thuốc bị ẩm ướt hoặc lẫn xỉ to.


Sau khi hàn một mặt, chúng ta dùng cẩu trục xoay dầm lại. Cắt phôi sắt gia cố, mài đi những bon hàn điểm để khi chạy rùa hồ quang chìm sẽ không bị cấn những vết hàn cũ. Điều này sẽ khiến đường hàn bị lệch, xấu, không đảm bảo chất lượng. Video hàn thực tế:
Thế mạnh của phương pháp hàn hồ quang chìm (SAW)
- Chất lượng mối hàn cao, sạch, mịn và ít bị biến dạng do lớp xỉ bảo vệ.
- Hệ số đắp cao.
- Ngấu sâu.
- Hàn ở tốc độ cao đối với tấm mỏng.
- Người thợ vận hành không cần trình độ tay nghề cao.
- An toàn, gần như không phát sinh khói và ánh sáng hồ quang. Đảm bảo môi trường làm việc và sức khoẻ thợ hàn.
Nhược điểm của phương pháp hàn hồ quang chìm (SAW)
Không có gì là hoàn hảo và hàn SAW cũng có những giới hạn nhất định. Quá trình hàn này chỉ phù hợp với các vị trí hàn bằng hoặc hàn ngang với một số trang bị hỗ trợ.
Đồng thời, do không quan sát được hồ quang trong quá trình hàn, nên không thể đánh giá được chất lượng hay kiểm soát được khuyết tật. Với lý do đó mà hàn SAW chủ yếu được ứng dụng trong một số lĩnh vực có yêu cầu thiên về độ chắc chắn. Như đóng tàu, chế tạo trụ tháp gió, nồi hơi bình áp lực, chế tạo ống và dầm tổ hợp trong kết cấu thép,…
Đặc tính thuốc hàn và lựa chọn nguồn điện trong hàn hồ quang chìm (SAW)
Thuốc hàn (Flux) có vai trò quyết định cơ tính của kim loại mối hàn. Đồng thời, khử oxy trong quá trình kết tinh hình thành mối hàn, bảo vệ vùng kim loại lỏng khỏi sự xâm nhập của không khí bên ngoài. Khi kết thúc quá trình kết tinh (đông đặc), một lớp xỉ hàn được hình thành trên bề mặt mối hàn. Lớp xỉ này có thể dễ dàng tách rời ra.
Thuốc hàn SAW được chia thành 2 hệ chính đó là Neutral (trung tính) và Active (hoạt tính). Loại trung tính được sử dụng phổ biến.
Quá trình hàn SAW có thể sử dụng máy hàn với nguồn điện hàn một chiều (DC) hoặc xoay chiều (AC). Nguồn điện hàn một chiều được sử dụng chủ yếu do hồ quang ổn định và dễ kiểm soát. Ngoại trừ có nguy cơ xảy ra hiện tượng thổi lệch hồ quang khi hàn ở dòng điện cao.
Trong hàn DC có 2 dạng cực tính DCEP (phân cực dương) và DCEN (phân cực âm). Cực tính DCEP thường được sử dụng do cho độ ngấu tốt hơn. Cực tính DCEN cho độ ngấu giảm khoảng 25% so với cực tính DCEP. Vì vậy, cực tính DCEN chủ yếu dùng cho ứng dụng hàn đắp. Bên cạnh đó, có thể dùng cho những liên kết có điều kiện gá lắp không tốt.
Thiết lập thông số từng chức năng
- Cường độ dòng điện (Amps) ảnh hưởng trực tiếp đến tốc độ đắp và chiều sâu ngấu. Tăng dòng điện hàn đồng nghĩa với việc tăng cả tốc độ đắp và chiều sâu ngấu.
- Điện áp hồ quang (Volt) là hiệu điện thế đo được trên chiều dài hồ quang, tỷ lệ nghịch với chiều sâu ngấu và tỷ lệ thuận với bề rộng mối hàn. Tăng điện áp hồ quang sẽ dẫn đến giảm chiều sâu ngấu và tăng bề rộng mối hàn.
- Tốc độ hàn (Travel Speed) là đại lượng thể hiện tốc độ di chuyển của hồ quang dọc theo đường hàn. Tốc độ hàn liên quan đến bề rộng mối và chiều sâu ngấu. Giảm tốc độ hàn đồng nghĩa với tăng chiều sâu ngấu và bề rộng mối hàn.
- Đường kính dây (Size Wire) hàn cũng có ảnh hưởng đến tốc độ đắp và chiều sâu ngấu. Ở một mức dòng điện, dây hàn đường kính nhỏ cho tốc độ đắp lớn hơn so với dây hàn có đường kính lớn. Lý do được giải thích ở đây là tốc độ đắp (tốc độ nóng chảy của dây hàn) tỷ lệ thuận với mật độ dòng điện. Với tiết diện nhỏ hơn, mật độ dòng điện đi qua nó lớn hơn và do đó tốc độ nóng chảy lớn hơn.
- Tiêu cự điện cực (Distance) được tính từ đầu béc tới vật hàn ~ 25mm, khoảng cách xa sẽ giảm độ ngấu và tăng độ đắp.
Một số dạng khuyết tật hàn SAW thường gặp:
1. Không ngấu : Tốc độ hàn nhanh, Điện áp cao, Dòng điện thấp
2. Cháy thủng: Tốc độ hàn chậm, Điện áp cao, Phôi mỏng
3. Rỗ khí: Bề mặt bẩn, cấn sỉ, dầu, nước, thuốc hàn ẩm
4. Rỗ bề mặt: Điện cao, thuốc phủ ít
5. Mối hàn lồi: Dòng điện cao, Điện áp thấp, Tốc độ hàn chậm
6. Cháy cạnh: Điện áp hàn cao, góc độ hàn chưa phù hợp
7. Lẫn xỉ: Điện áp cao, tốc độ hàn thấp, thuốc chưa sạch
Trên đây là giải pháp hàn cho dầm cột kết cấu thép nhà xưởng sử dụng máy hàn Hồ quang chìm HKSUB500 dưới lớp thuốc bảo vệ được Hồng Ký đưa ra. Nếu cần bất cứ sự hỗ trợ nào về thông tin của phương pháp hàn hoặc sản phẩm này thì hãy liên hệ ngay cho chúng tôi!
Giải pháp liên quan

Giải pháp hàn ống bằng rùa hàn – Tối ưu chất lượng và năng suất
Trong lĩnh vực cơ khí, hàn ống đường kính lớn và thành dày luôn là một thách thức. Với ống thép mạ kẽm kích thước φ350 – φ800mm, dày 10 – 12mm, yêu cầu mối hàn không chỉ chắc chắn mà còn phải đảm bảo tính thẩm mỹ. Bên cạnh đó, sản phẩm còn phải […]

