 Máy Hàn
Máy HànChưa có sản phẩm nào trong giỏ hàng.

Sản xuất toa xe metro với mối hàn Q355 và 6061‑T6
Tối ưu thông số hàn Tig xung và Mig xung trên thép Q355, nhôm 6061‑T6 với TIG 315 AXPRO và MIG 270D cho chế tạo toa xe metro.
1. GIỚI THIỆU:
Trong chế tạo toa xe metro, các tiêu chuẩn sản xuất luôn yêu cầu nghiêm ngặt về độ bền kết cấu và an toàn vận hành của mối hàn. Nhận thức rõ vai trò quan trọng của công nghệ hàn, Hồng Ký không chỉ phát triển thiết bị hàn chất lượng cao mà còn liên tục nghiên cứu và tối ưu quy trình hàn thực tế.
Nghiên cứu này tập trung đánh giá chất lượng mối hàn đồng chất trên thép Q355 và hợp kim nhôm 6061-T6. Các vùng thông số hàn ban đầu được xác lập thông qua quá trình phân tích và đánh giá thực nghiệm. Sau đó, phương pháp quy hoạch thực nghiệm (DOE) được áp dụng để xác định bộ thông số tối ưu nhằm đạt chất lượng mối hàn tốt nhất.
Kết quả nghiên cứu tiếp tục được phân tích bằng MATLAB để làm rõ sự tương tác giữa các thông số hàn, đồng thời cung cấp cơ sở dữ liệu và hướng dẫn đáng tin cậy cho các ứng dụng hàn công nghiệp yêu cầu kỹ thuật cao.

2. VẬT LIỆU VÀ PHƯƠNG PHÁP
2.1 Thiết kế thực nghiệm:
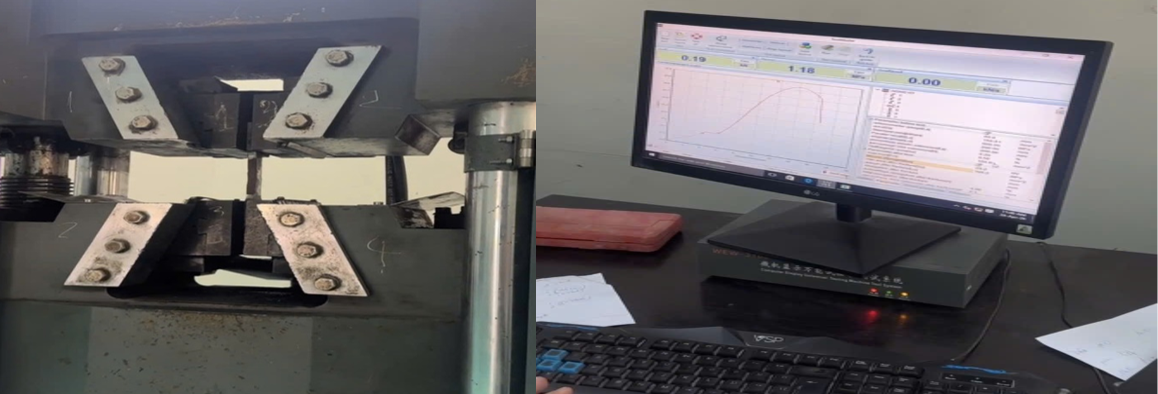
Nghiên cứu này tập trung khảo sát các thông số hàn quan trọng ảnh hưởng đến chất lượng mối hàn. Các thí nghiệm được thực hiện bằng hệ thống hàn Hong Ky TIG 350AXPRO và Hong Ky MIG 270D trên các vật liệu cơ bản đồng chất, bao gồm thép Q355 và hợp kim nhôm 6061-T6.
| Thành phần hóa học của vật liệu cơ bản (wt.%) | Cơ tính của vật liệu cơ bản | |||||
| Thành phần | Thép Q355 (wt.%) | Nhôm 6061-T6 (wt.%) | Đặc tính | Thép Q355 | Hợp kim nhôm 6061-T6 | |
| C | ≤ 0.20 | – | Giới hạn chảy (MPa) | ≥ 355 | ≈ 240 – 275 | |
| Si | ≤ 0.55 | 0.40 – 0.80 | Độ bền kéo (MPa) | 470 – 630 | ≈ 290 – 310 | |
| Mn | 1.00 – 1.60 | ≤ 0.15 | Độ giãn dài (%) | ≥ 20 | ≈ 10 – 17 | |
| Mg | – | 0.80 – 1.20 | Modun đàn hồi (GPa) | ~ 210 | ~ 69 | |
| Al | – | Balance | Khối lượng riêng (g/cm³) | ~ 7.85 | ~ 2.70 | |
| Fe | – | ≤ 0.70 | Độ cứng (HB) | ~ 140 – 180 | ~ 95 | |
| Cu | – | 0.15 – 0.40 | Độ bền mỏi (MPa) | ~ 180 – 250 | ~ 90 – 120 | |
| Cr | – | 0.04 – 0.35 | ||||
| Zn | – | ≤ 0.25 | ||||
| Ti | ≤ 0.20 | ≤ 0.15 | ||||
| Nb | ≤ 0.05 | – | ||||
| V | ≤ 0.20 | – | ||||
| P | ≤ 0.035 | – | ||||
| S | ≤ 0.035 | – | ||||
Thông số cố định trong quá trình thực nghiệm
- Khí bảo vệ: Argon (99,99%)
- Lưu lượng khí: 12–15 L/phút
- Loại điện cực: Điện cực Wolfram (2% thoriated cho hàn thép, lanthanated cho hàn nhôm)
- Đường kính điện cực: 2,4 mm và 3,2 mm
- Góc mỏ hàn: 70–80°
- Tốc độ di chuyển: không đổi
- Loại mối hàn: Liên kết giáp mối (Butt joint)
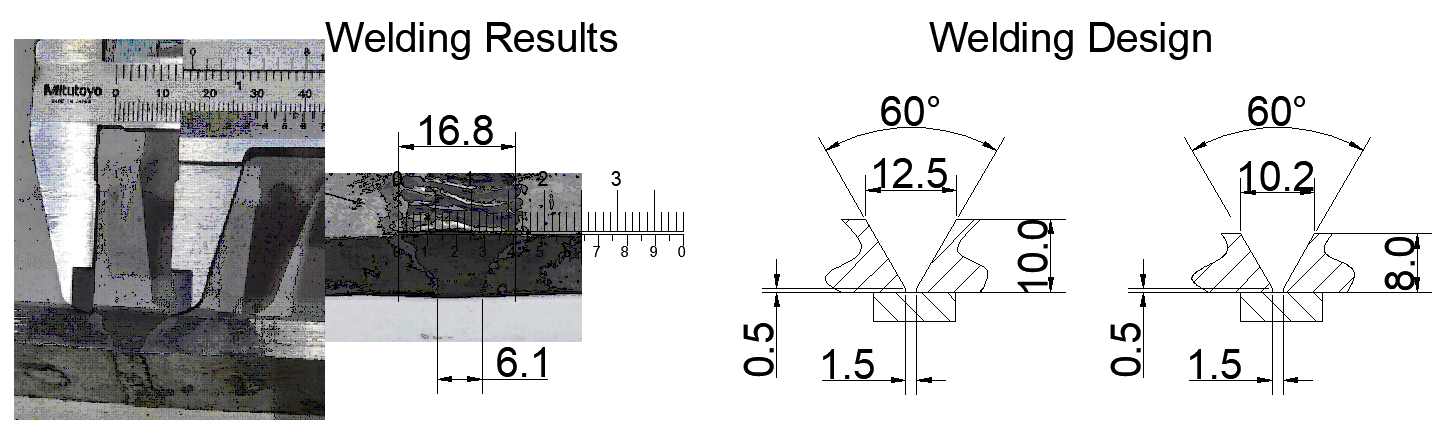
- Chiều dày tấm: Thép Q355 dày 10 mm, Nhôm 6061‑T6 dày 8 mm
- Dây hàn: 1.2 ER5183
- Que hàn: ER5356
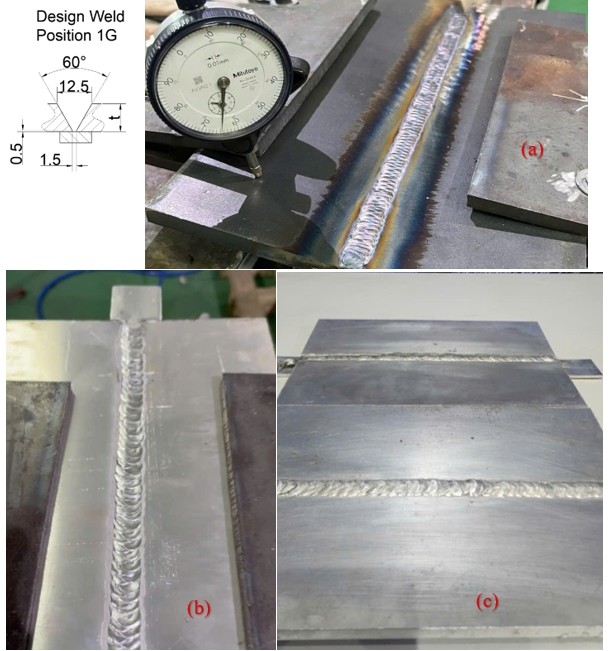
- Tư thế hàn: 1G (tư thế hàn bằng phẳng)
- Góc vát mép: 60°
- Khe hở chân (Root Opening): 2,0 mm
- Chiều cao gờ (Root Face): 0,5 mm
- Chiều rộng miệng vát / chiều rộng rãnh: 12,5 mm
- Chiều dày tấm: t (mm)
- Máy hàn: ( Hồng Ký TIG 315 AXPRO hoặc MIG 270D tùy vật liệu)

Vùng khảo sát thực nghiệm được lựa chọn cho quá trình hàn thép Q355 sử dụng máy hàn TIG 315 AXPRO như sau: Tần số xung (Pulse) từ 0.2 đến 1.2, chu kỳ tải (Duty Cycle) từ 40 đến 60, dòng nền từ 40 đến 60.
Vùng khảo sát thực nghiệm cho quá trình hàn nhôm AL6061-T6 sử dụng máy TIG 315 AXPRO như sau: Cân bằng từ 25% đến 45%, chu kỳ PPS từ 40 đến 60, dòng nền từ 40 đến 60. Thông số cố định: Xung = 1.0, EN = 280A, EP = 90A, tần số AC = 100Hz.
Vùng khảo sát thực nghiệm cho quá trình hàn nhôm AL6061-T6 sử dụng máy MIG 270D như sau: Dạng mô hình hồi quy: (1)
Dạng mô hình hồi quy:
(1) (1)
| Q355- TIG 315 AXPRO | AL6061-T6- TIG 315 AXPRO | AL6061-T6- Mig 270D |
| x₁ : Tần số xung φ₁ (Hz) | x₁ : Cân bằng (%) | x₁ : độ tự cảm (Henry) (H) |
| x₂ : Chu kỳ làm việc φ₂ (%) | x₂ : Chu kỳ PPS (%) | x₂ : Ampe (A) |
| x₃ : Dòng nền φ₃ (%) | x₃ : dòng điện nền (%) | x₂ : voltage (V) |
| Bảng 1 Phạm vi biến thiên và các yếu tố ảnh hưởng
|
|||||||||
| Q355- TIG 315 AXPRO | AL6061-T6- TIG 315 AXPRO | AL6061-T6- Mig 270D | |||||||
| Giá trị | x₁ | x₂ | x₃ | x₁ | x₂ | x₃ | x₁ | x₂ | x₃ |
| Phạm vi biến thiên | 0,4≤x₁≤1,2 | 30≤x₂≤50 | 40≤x₃≤60 | 25≤x₁≤45 | 40≤x₂≤60 | 40≤x₃≤60 | -10≤x₁≤10 | 110≤x₂≤140 | 16≤x₃≤22 |
| xⱼ⁰ | 0,8 | 40 | 50 | 35 | 50 | 50 | 0 | 125 | 19 |
| Δxⱼ⁰ | 0,4 | 10 | 10 | 10 | 10 | 10 | 10 | 15 | 3 |
Để thuận tiện cho việc tính toán các hệ số thực nghiệm của mô hình hồi quy và xử lý dữ liệu sau đó, các biến được chuyển đổi sang dạng mã hóa không thứ nguyên, trong đó mức trên được quy ước là (+1), mức dưới là (−1), và điểm tâm được xác định là xj0=0x_j^0 = 0xj0=0.
Trong không gian quy hoạch mở rộng, khoảng cách trục được chọn là: α=1.215

| Bảng 2: Kết quả thực nghiệm
|
|||
| Giá trị | Q355- TIG 315 AXPRO | AL6061-T6- TIG 315 AXPRO | AL6061-T6- Mig 270D |
| x’₁max | 1,286 | 47,15 | 12,15 |
| x’₂max | 52,15 | 62,15 | 143,225 |
| x’₃max | 62,15 | 62,15 | 22,645 |
| x’₁min | 0,35 | 23,75 | -11,25 |
| x’₂min | 28,75 | 38,75 | 108,125 |
| x’₃min | 38,75 | 38,75 | 15,625 |
2.2 Kết quả thực nghiệm
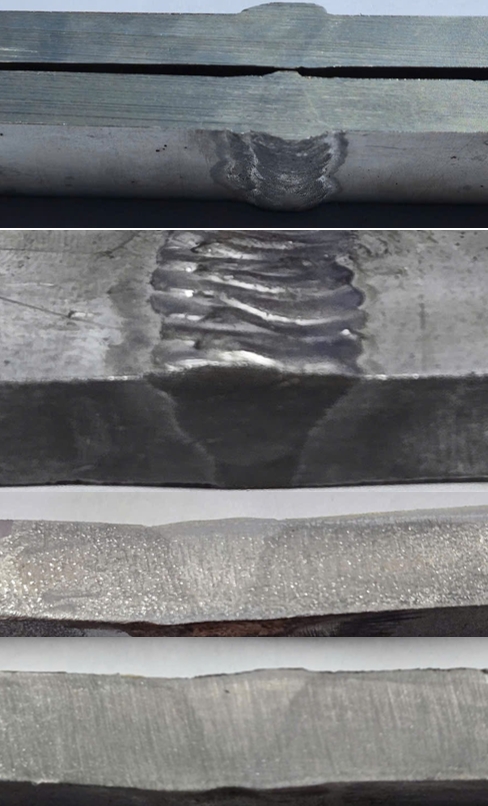
Độ ngấu thành bên (sidewall penetration) trên bề mặt mối hàn được ghi nhận, đồng thời bảo đảm độ ngấu hoàn toàn và sự hòa tan hoàn toàn tại chân mối hàn và hai bên thành mối hàn.
| No | Biến mã hóa | Hàm mục tiêu (Q355 – TIG 315 AXPRO) | Hàm mục tiêu (AL6061-T6 – TIG 315 AXPRO) | Hàm mục tiêu (AL6061-T6 – MIG 270D) | |||
| x₀ | x₁ | x₂ | x₃ | Y(a) (Độ lõm thành bên) | Y(a) (Độ lõm thành bên) | Y(a) (Độ lõm thành bên) | |
| 1 | + | – | – | – | 1,5 | 1,4 | 1,6 |
| 2 | + | + | – | – | 1,7 | 1,8 | 1,4 |
| 3 | + | – | + | – | 1,2 | 1,4 | 1,2 |
| 4 | + | + | + | – | 1,5 | 1,5 | 1,7 |
| 5 | + | – | – | + | 0,8 | 0,9 | 1,0 |
| 6 | + | + | – | + | 1,3 | 1,4 | 1,3 |
| 7 | + | – | + | + | 0,8 | 0,9 | 0,8 |
| 8 | + | + | + | + | 1,9 | 1,9 | 1,9 |
| 9 | + | 1.215 | 0 | 0 | 1,5 | 1,7 | 1,5 |
| 10 | + | -1.215 | 0 | 0 | 1,5 | 1,5 | 1,5 |
| 11 | + | 0 | 1.215 | 0 | 2,1 | 2,0 | 2,1 |
| 12 | + | 0 | -1.215 | 0 | 2 | 1,8 | 1,9 |
| 13 | + | 0 | 0 | 1.215 | 1,9 | 1,8 | 1,9 |
| 14 | + | 0 | 0 | -1.215 | 1,9 | 2 | 1,9 |
| 15 | + | 0 | 0 | 0 | 2,5 | 2,6 | 2,4 |
| = 24,1
|
24,6
|
23,9
|
|||||
| Bảng 3: Kết quả thực nghiệm tại các điểm tâm | ||||||
| Q355- TIG 315 AXPRO | AL6061-T6- TIG 315 AXPRO | AL6061-T6- Mig 270D | ||||
| No | x₁ | x₂ | x₃ | yᵢ(mm) | yᵢ(mm) | yᵢ(mm) |
| 1 | 0,8 | 40 | 50 | 2,5 | 2,3 | 2,5 |
| 2 | 0,8 | 40 | 50 | 2,3 | 2,4 | 2,3 |
| 3 | 0,8 | 40 | 50 | 2,3 | 2,5 | 2,3 |
| 4 | 0,8 | 40 | 50 | 2,5 | 2,4 | 2,6 |
| Giá trị trung bình | 2,4 | 2,4 | 2,43 | |||
2.3 Xử lý dữ liệu và đánh giá kết quả
2.3.1 Xử lý dữ liệu
Phương sai tái lập được tính toán dựa trên m=4m = 4m=4 lần lặp lại thí nghiệm tại điểm tâm của miền quy hoạch thực nghiệm:
Sau khi biến đổi, phương trình (1) có dạng phương trình hồi quy như sau:
Bảng 4. Các hệ số trong Phương trình (3) được tính toán theo Phương trình (4)
| Hệ số | Q355 – TIG 315 AXPRO | AL6061-T6 – TIG 315 AXPRO | AL6061-T6 – Mig 270D |
|---|---|---|---|
| b₀′ | 1,6067 | 1,6400 | 1,6067 |
| b₁ | 0,1917 | 0,2048 | 0,1552 |
| b₂ | 0,0202 | 0,0404 | 0,0496 |
| b₃ | -0,1004 | -0,1135 | -0,0822 |
| b₁₂ | 0,0875 | 0,0250 | 0,1875 |
| b₁₃ | 0,1375 | 0,1250 | 0,1375 |
| b₂₃ | 0,1375 | 0,1000 | 0,0625 |
| b₁₁′ | -0,5653 | -0,4666 | -0,5194 |
| b₂₂′ | -0,1929 | -0,2635 | -0,1809 |
| b₃₃′ | -0,2945 | -0,2635 | -0,2486 |
Độ lệch chuẩn của các hệ số bbb trong Phương trình (3) được tính theo công thức sau. Do ma trận quy hoạch thực nghiệm bậc hai trở thành ma trận trực giao sau khi biến đổi biến, mỗi hệ số bbb trong Phương trình (14) là độc lập với nhau và có thể được xác định với độ chính xác được tính theo biểu thức sau.
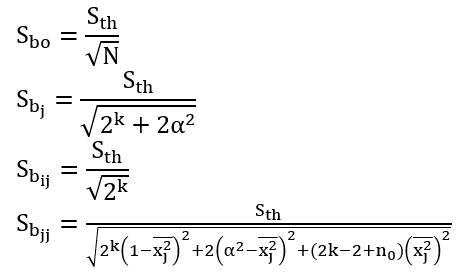
| Q355 – TIG 315 AXPRO | AL6061-T6 – TIG 315 AXPRO | AL6061-T6 – MIG 270D | |
|---|---|---|---|
| Sbo | 0.0316 | 0.0258 | 0.0351 |
| Sbj | 0.0370 | 0.0302 | 0.0410 |
| Sbij | 0.0433 | 0.0354 | 0.0480 |
| Sbjj | 0.0586 | 0.0479 | 0.0650 |
Ý nghĩa thống kê của các hệ số trong mô hình hồi quy đã được đánh giá.
ttn = |bj| / sbj
Các giá trị thực nghiệm được so sánh với các giá trị tra bảng tại mức ý nghĩa Fisher và bậc tự do m xác định nhằm đánh giá các hệ số có ý nghĩa thống kê.
Giá trị ttn và tb(p, f) được so sánh để xác định các hệ số có ý nghĩa.
Trong đó: f = n0 − 1
với n0 là số lượng thí nghiệm tại điểm tâm, và f là bậc tự do của thí nghiệm.
f = 4 − 1 = 3, p = 0.95: tra bảng giá trị student 95% tb(p, f) = tb(0.95, 3)
ttn = |bj| / sbj > tb(p, f) = tb(0.95, 3) = 2.353
Các hệ số có ý nghĩa thống kê:
Bảng 5. Các hệ số trong Phương trình (3) có ý nghĩa thống kê
| Hệ số | Q355 – TIG 315 AXPRO | AL6061-T6 – TIG 315 AXPRO | AL6061-T6 – MIG 270D |
|---|---|---|---|
| t₀ | 50,8073 | 63,5169 | 45,8269 |
| t₁ | 5,1811 | 6,7776 | 3,7831 |
| t₂ | 0,5465 | 1,3386 | 1,2084 |
| t₃ | 2,7139 | 3,7559 | 2,0028 |
| t₁₂ | 2,0207 | 0,7071 | 3,9057 |
| t₁₃ | 3,1754 | 3,5355 | 2,8642 |
| t₂₃ | 3,1754 | 2,8284 | 1,3019 |
| t₁₁ | 9,6381 | 9,7441 | 7,9880 |
| t₂₂ | 3,2899 | 5,5032 | 2,7826 |
| t₃₃ | 5,0212 | 5,5032 | 3,8237 |
Biến của phương trình:
x′ju = x²ju − x̄²ju
b0 = b′0 − b11x̄²1 − b22x̄²2 − b33x̄²3
Độ phù hợp của mô hình hồi quy (6) được đánh giá bằng tiêu chuẩn Fisher:
Ftn = S²tt / S²th
S²tt = ΣNi=1(yi − ȳi)² / (N − N′)
Ftn < F0,05
| Nội dung | Q355 – TIG 315 AXPRO | AL6061-T6 – TIG 315 AXPRO | AL6061-T6 – MIG 270D |
|---|---|---|---|
| b₀ | 2,3751 | 2,3654 | 2,2885 |
| Do đó, mô hình hồi quy được biểu diễn dưới dạng (6): | y = 2,3751 + 0,1917x₁ − 0,1004x₃ + 0,1375x₁x₃ + 0,1375x₂x₃ − 0,5653x₁² − 0,1929x₂² − 0,2945x₃² | y = 2,3654 + 0,2048x₁ − 0,1135x₃ + 0,1250x₁x₃ + 0,1000x₂x₃ − 0,4666x₁² − 0,2635x₂² − 0,2635x₃² | y = 2,2994 + 0,1552x₁ + 0,1875x₁x₂ + 0,1375x₁x₃ − 0,5194x₁² − 0,1809x₂² − 0,2486x₃² |
| S²ₜₜ | 0,0451 | 0,0416 | 0,0378 |
| Fₜₙ | 3,0034 | 4,1601 | 2,0527 |
| Kết luận | Tất cả phương trình đều tương thích | Tất cả phương trình đều tương thích | Tất cả phương trình đều tương thích |
Do đó, mô hình hồi quy được xem là phù hợp, cho thấy hàm hồi quy trong Phương trình (6) được thiết lập với mức độ tin cậy yêu cầu.
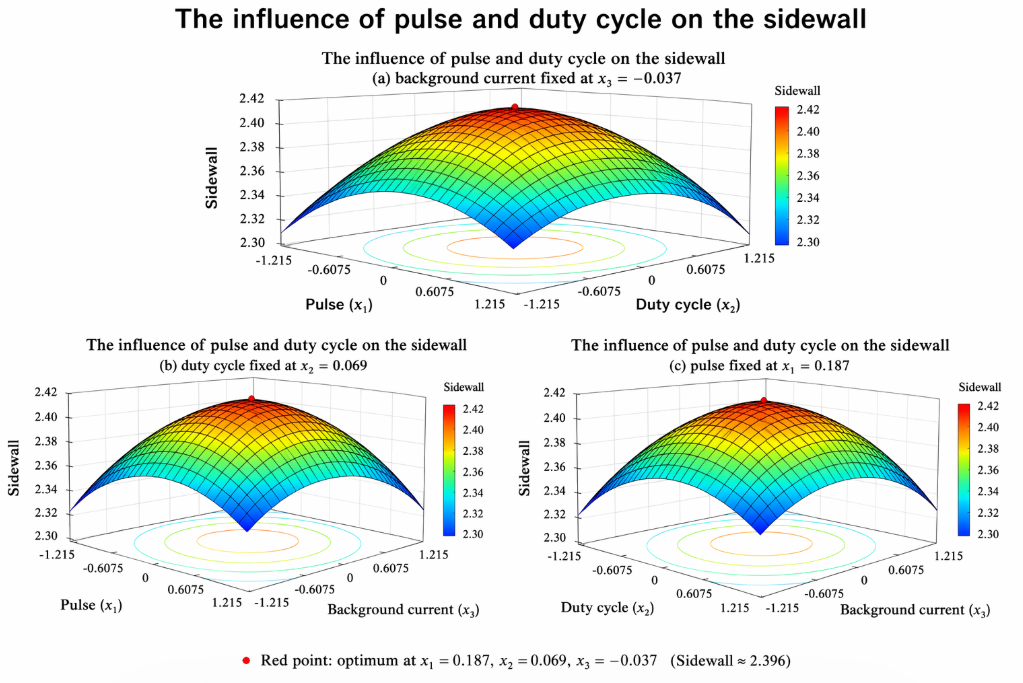
MATLAB đã được sử dụng để giải Phương trình (6) nhằm xác định các điều kiện công nghệ tối ưu:
| Thông số | Biến | Giá trị | Giá trị thực |
|---|---|---|---|
| TIG 350AXPRO – Thép Q355 | |||
| Độ ngấu mối hàn (Sidewall) | ymax | 2.39 mm | |
| Xung (Pulse) | x1m | 0,187 | 0,9 |
| Chu kỳ tải (Duty cycle) | x2m | 0,069 | 40 |
| Dòng nền (Background current) | x3m | -0,037 | 50 |
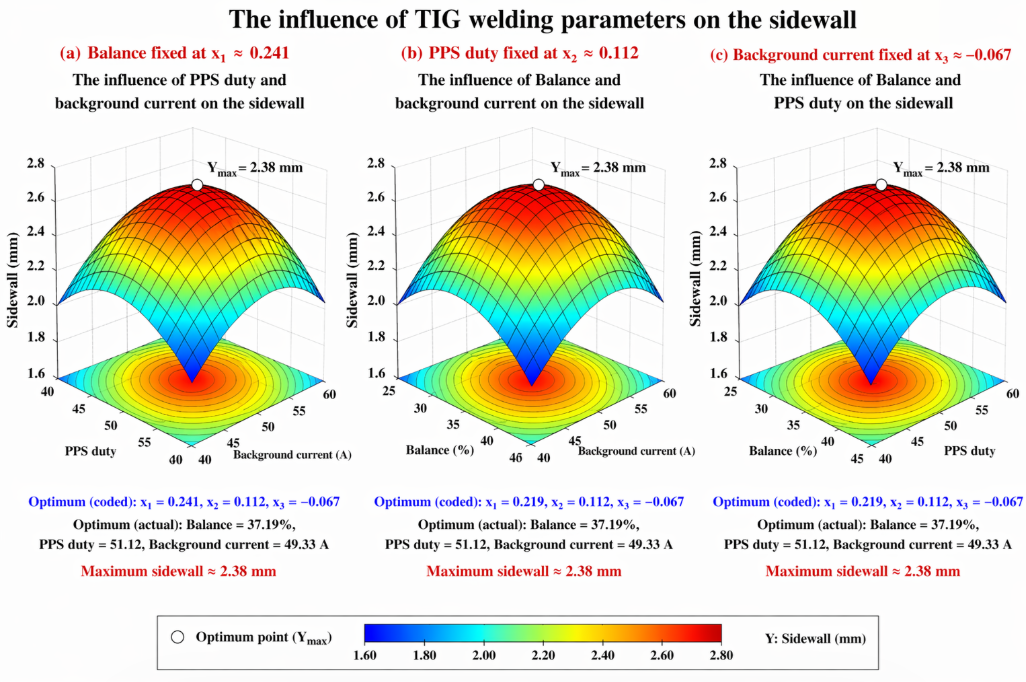
| TIG 350AXPRO – Nhôm 6061-T6 | |||
| Độ ngấu mối hàn (Sidewall) | ymax | 2.38 mm | |
| Cân bằng (Balance) | x1m | 0,241 | 38 |
| Chu kỳ PPS (PPS Duty) | x2m | 0,112 | 51 |
| Dòng nền (Background current) | x3m | -0,67 | 49 |
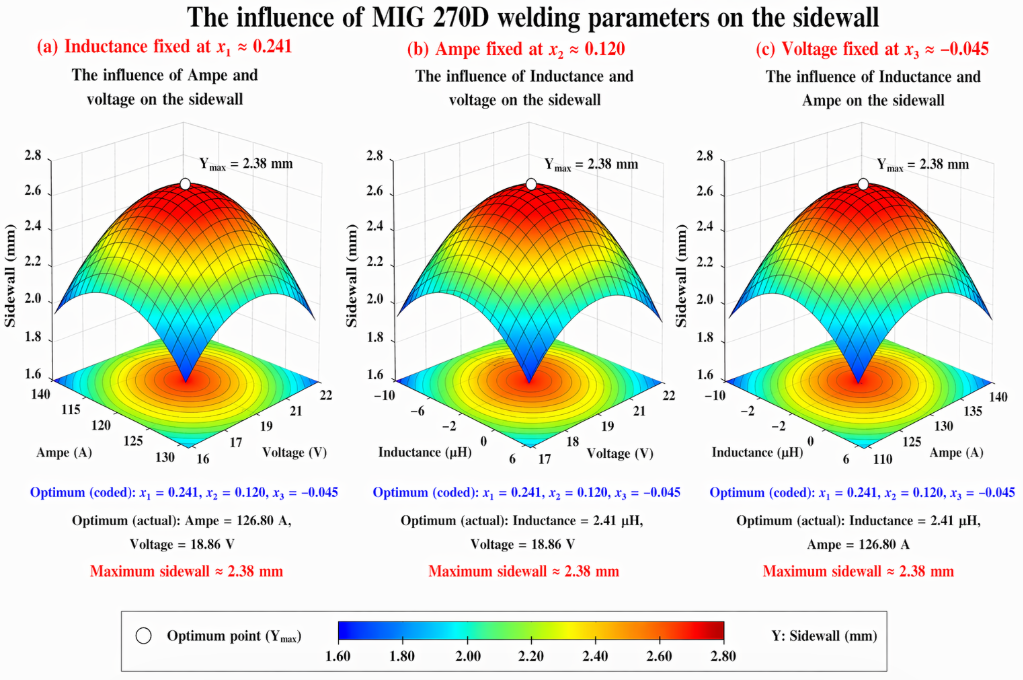
| MIG270D – Nhôm 6061-T6 | |||
| Độ ngấu mối hàn (Sidewall) | ymax | 2.38 mm | |
| Điện cảm (Inductance) | x1m | 0,241 | 2,4 |
| Dòng điện (Ampere) | x2m | 0,120 | 126,8 |
| Điện áp (Voltage) | x3m | -0,045 | 18,6 |
Kết quả đã được kiểm chứng thực nghiệm trong điều kiện ban đầu mà không có bất kỳ thay đổi nào về thiết bị, tại các điểm tối ưu nằm trong miền thực nghiệm.
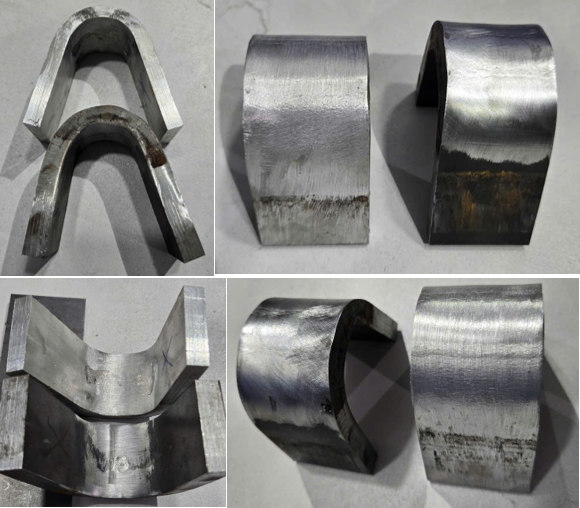
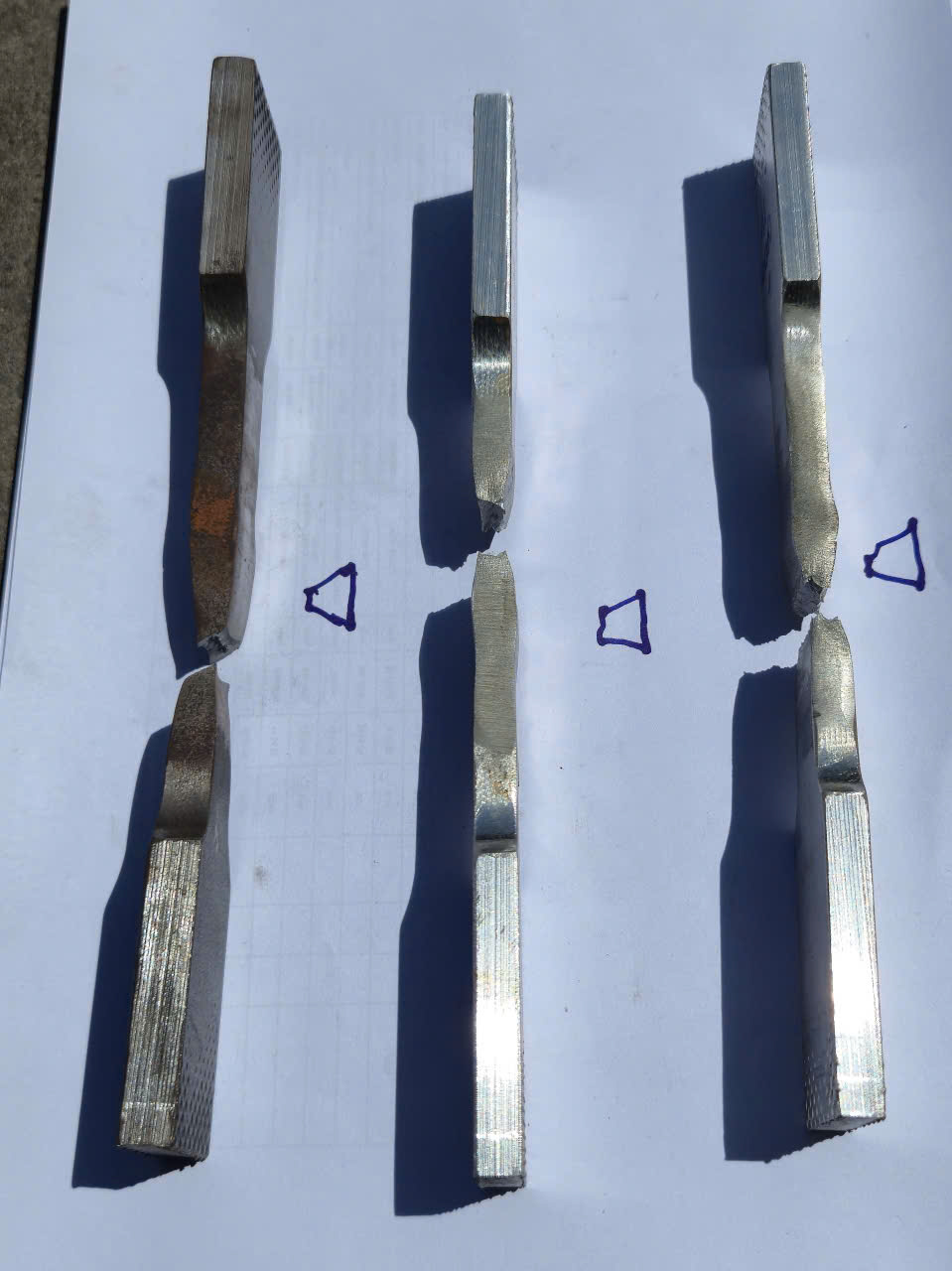
Các phương pháp đánh giá bao gồm thử uốn mặt (face bend test), kiểm tra tổ chức thô bằng phương pháp ăn mòn macro (macro-etch examination) và thử kéo (tensile test).
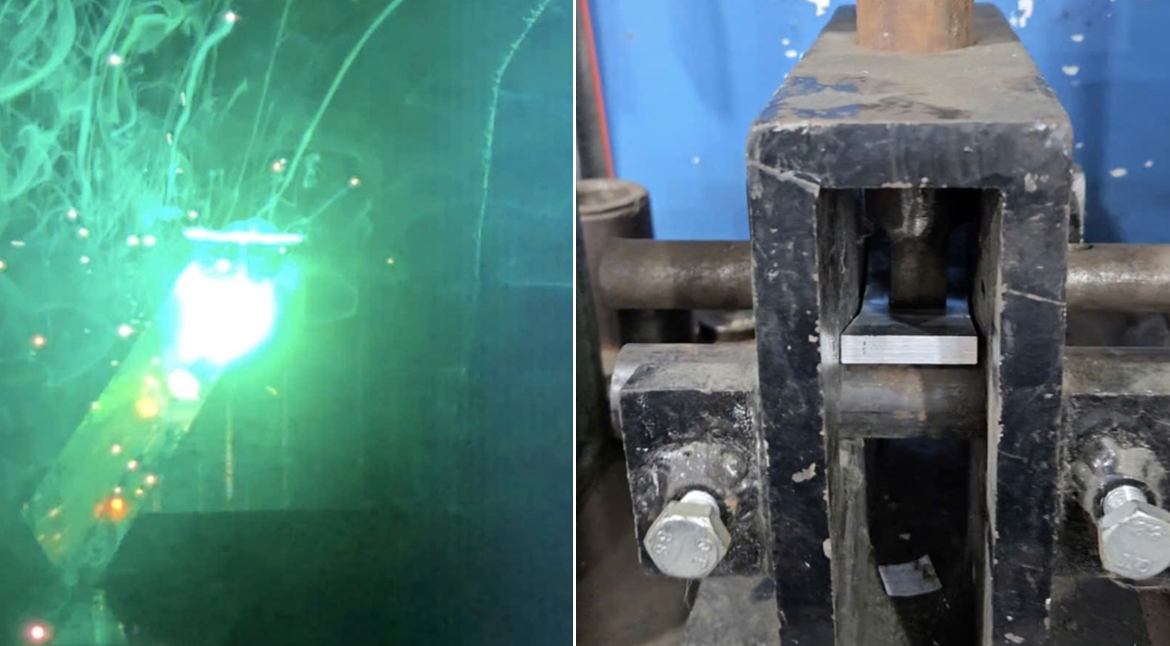

Kết quả uốn mẫu ở giá trị tối ưu:

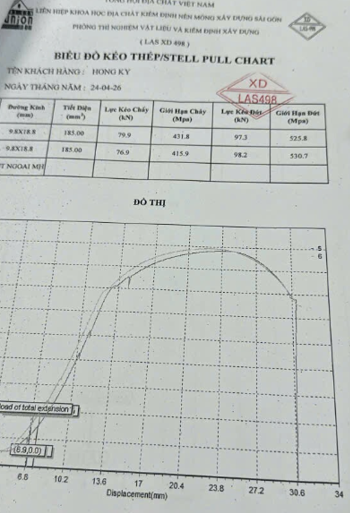
2.3.2 Đánh giá kết quả
MATLAB (phiên bản 2025) được sử dụng để phân tích ảnh hưởng của các yếu tố khảo sát đến hàm đáp ứng.
Kết quả đánh giá mối hàn thép Q355 sử dụng máy hàn Hồng Ký TIG315AXPRO.
3. Kết luận
Nghiên cứu đã ứng dụng thành công phương pháp quy hoạch thực nghiệm (DOE), kết hợp phương pháp bề mặt đáp ứng (RSM) và tối ưu hóa bằng MATLAB để đánh giá và tối ưu thông số hàn cho thép Q355 và hợp kim nhôm 6061-T6.
Kết quả cho thấy các thông số như đặc tính xung, duty cycle, dòng nền, AC balance, dòng hàn và điện áp đều ảnh hưởng lớn đến hình dạng và độ ngấu thành bên của mối hàn. Các mô hình hồi quy cho ba trường hợp hàn gồm Q355–TIG, 6061-T6–TIG và 6061-T6–MIG đều đạt độ phù hợp tốt theo tiêu chuẩn Fisher.
Đối với thép Q355 hàn bằng TIG315AXPRO, thông số xung và dòng nền tác động mạnh đến độ ngấu thành bên, đồng thời cho thấy vùng thông số tối ưu giúp quá trình hàn ổn định hơn.
Với hợp kim nhôm 6061-T6 hàn TIG, AC balance và PPS duty ảnh hưởng trực tiếp đến độ ổn định hồ quang và phân bố nhiệt. Khi thiết lập đúng vùng tối ưu, chất lượng mối hàn và chiều dày thành bên được cải thiện rõ rệt.
Trong quá trình hàn nhôm bằng máy hàn HKMIG270D, inductance, dòng hàn và điện áp quyết định khả năng chuyển kim loại và hình dạng mối hàn. Các thông số trung bình tạo hồ quang ổn định và hạn chế khuyết tật tốt hơn.
Kết quả tối ưu cho thấy độ ngấu thành bên đạt khoảng 2.4–2.5 mm. Sai lệch giữa giá trị dự đoán và thực nghiệm chỉ khoảng ±5%, khẳng định độ chính xác và độ tin cậy của mô hình nghiên cứu.
Tổng thể, việc kết hợp DOE và MATLAB là giải pháp hiệu quả để xác định thông số hàn tối ưu, giúp nâng cao chất lượng mối hàn, giảm khuyết tật và tăng hiệu quả chế tạo trong ngành sản xuất toa xe metro cũng như các ứng dụng hàn công nghiệp khác.
Tài liệu tham khảo
[1] Trần Văn Địch (2015), Các phương pháp xác định độ chính xác gia công, NXB KH và KT, Hà Nội.
[2] An American National Standard (2020), “Structural Welding Cod-e Steel”, American Welding Society.
[3] Raymond H. Myers, Douglas C. Montgomery, Christine M. Anderson-Cook (2016). Response Surface Methodology Process and Product Optimization Using Designed Experiments, John Wiley & Sons.
[4] Douglas C. Montgomery (2013). Design and Analysis of Experiments, John Wiley & Sons.
[5] Klaus Hinkelmann, Oscar Kempthorne (2005). Design and Analysis of Experiments, Volume 2: Advanced Experimental Design, John Wiley & Sons.
[6] Annette O’Brien (2004). Welding Handbook, American Welding Society.
[7] Sindo Kou (2003). WELDING METALLURGY, John Wiley & Sons.
[8] Jiju Antony (2003). Design of Experiments for Engineers and Scientists, Butterworth-Heinemann.
[9] Genichi Taguchi (1986). Introduction to Quality Engineering: Designing Quality into Products and Processes, Asian Productivity Organization.
[10] Mehmet Serkan Yildirim; Emre Ayhan; Kemal Aydin; Ahmet Durgutlu (2025). “The effect of welding parameters on weld bead geometry in gas tungsten arc welding applications by response surface methodology model”
[11] S. Das; K. V. AnanthaKrishna; J. V. Rajkumar; et al. (2025). “A Study on the Effects of Welding Parameters on Weld Bead Geometry in TIG Welding Process of Zircaloy Fuel Pins Using Response Surface Methodology”
[12] Sasan Sattarpanah Karganroudi; Mahmoud Moradi; Milad Aghaee Attar; et al. (2021). “Experimental and Numerical Analysis on TIG Arc Welding of Stainless Steel Using RSM Approach”.
Giải pháp liên quan

Giải pháp hàn ống sử dụng rùa hàn ray mềm cùng máy hàn MIG Hồng Ký
Trong bối cảnh gia công ống thép quy mô lớn đòi hỏi sự khắt khe về độ kín và tính đồng bộ. Việc phụ thuộc vào tay nghề thợ hay các hệ thống hàn cổng SAW đắt đỏ đang là bài toán khó cho nhiều doanh nghiệp. Thấu hiểu điều đó, Hồng Ký mang đến […]

Giải pháp hàn Hồ quang chìm song song (Tandem SAW) cho kết cấu thép
Nhằm đáp ứng nhu cầu tăng năng suất và đảm bảo chất lượng cho các liên kết thép dày, đội ngũ kỹ thuật Hồng Ký đã thực hiện thử nghiệm quy trình hàn hồ quang chìm song song (Tandem SAW). Sử dụng kết hợp bộ nguồn DC HKMZ7 và AC HKMZE 1250A, bài viết dưới […]

Hàn dầm cẩu trục bằng máy hồ quang chìm HKSUB500 Hồng Ký
Công nghệ hàn hồ quang chìm (SAW = Submerged Arc Welding) là một quá trình hàn hồ quang nóng chảy giữa điện cực dây hàn và vật hàn dưới lớp thuốc bảo vệ. Quy trình này được phát minh bởi Viện Hàn Điện EO Paton ở Kyiv, Ukraine. Bằng sáng chế đầu tiên về phương […]

Giải pháp hàn ống bằng rùa hàn – Tối ưu chất lượng và năng suất
Trong lĩnh vực cơ khí, hàn ống đường kính lớn và thành dày luôn là một thách thức. Với ống thép mạ kẽm kích thước φ350 – φ800mm, dày 10 – 12mm, yêu cầu mối hàn không chỉ chắc chắn mà còn phải đảm bảo tính thẩm mỹ. Bên cạnh đó, sản phẩm còn phải […]

