 Máy Hàn
Máy HànChưa có sản phẩm nào trong giỏ hàng.

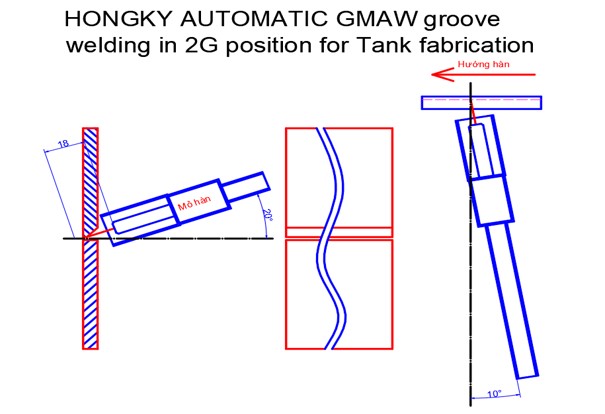
Giải pháp hàn bồn bể áp lực đường hàn vị trí 2G
Hàn bồn bể áp lực dung tích lớn là một quy trình kỹ thuật phức tạp đòi hỏi sự chính xác và an toàn tuyệt đối. Nhằm giải quyết triệt để các thách thức về chất lượng đường hàn, Hồng Ký giới thiệu giải pháp tự động hóa đường hàn vị trí 2G hiệu quả cao trên kết cấu thép dày 6mm, giúp doanh nghiệp tối ưu hóa nguồn lực và đồng bộ chất lượng cho mọi công trình.

Mục tiêu và bối cảnh thử nghiệm
Trong ngành công nghiệp dầu khí, việc thi công các bồn bể công nghiệp dung tích lớn dùng để lưu trữ, vận chuyển dầu thô, xăng, dầu diesel luôn đòi hỏi quy chuẩn khắt khe. Các tank chứa hóa chất này thường được chế tạo từ vật liệu thép chịu lực, thép không gỉ hoặc các hợp kim đặc biệt để chịu được áp suất cao.
Thi công đường hàn ngang (vị trí 2G) trên bồn bể luôn là thử thách lớn đối với người thợ do sự ảnh hưởng của trọng lực. Với mục tiêu giải quyết triệt để vấn đề này, đội ngũ kỹ sư đã tiến hành thực nghiệm và mang đến giải pháp hàn tự động cho kết cấu bồn bể 6mm thép cacbon.
Nội dung giải pháp và thông số hàn
Giải pháp kỹ thuật của Hồng Ký là sự kết hợp đồng bộ giữa dòng máy hàn chất lượng cao HKMIG350 / MIG350PRO và thiết bị rùa hàn tự động KAHE10.


1. Kỹ thuật điều khiển và phương pháp dao động súng hàn
Góc độ làm việc: Súng hàn được thiết lập dốc xuống vị trí cần hàn khoảng 20 độ. Khi hàn từ phải qua, góc độ súng sẽ chếch qua trái khoảng 10 độ. Đây là phương pháp hàn đẩy tới để mối hàn mới có thể ngấu qua được root.
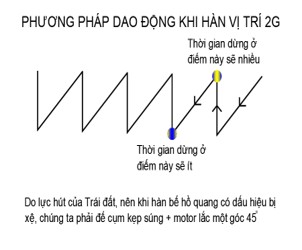
Phương pháp dao động: Do lực hút của Trái đất, bể hồ quang khi hàn có dấu hiệu bị xệ, người thợ phải để cụm kẹp súng cùng motor lắc một góc 45 độ. Quá trình hàn cần chú ý cho thời gian dừng chân ở trên sẽ lâu và ở dưới chỉ lướt nhanh để tránh hiện tượng xệ mối hàn.
Kiểm soát lớp root: Độ cao của lớp root phía sau sẽ phụ thuộc vào tốc độ lắc và tốc độ di chuyển của rùa.

2. Bảng thông số thiết lập hệ thống chi tiết
| 1 | Process | GMAW |
| 2 | Type | HKMig350Pro |
| 3 | Position | 2G Pipe |
| 4 | Filler Metal (AWS Spec) | A5.18 ER70S-6 |
| 5 | Diameter | 1.0 mm |
| 6 | Manufacturer/ Trade name | VietDuc |
| 7 | Shielding Gas Composition | 99.99% CO2 |
| 8 | Flow Rate | 15l/ min |
| 9 | Curent Type & Polarity | DCEP |
| 10 | Volts | 19 |
| 11 | Ampers | 130 |
| 12 | Wire Feed Speed (m/min) | 5.0 |
| 13 | Contact Tube to Work Dist | 20mm |
3. Thiết lập thông số trên hộp điều khiển của rùa
| 14 | Automatic welding trolley | KAHE10 |
| 15 | Walking speed | 30 |
| 16 | Swing speed | 4 |
| 17 | Swing range | 1 |
| 18 | Left stop | 0.1 |
| 19 | Right stop | 0.8 |
| 20 | Swing choice | 2 |
Kết quả đạt được
Qua quá trình thực nghiệm, giải pháp hàn tự động này đã chứng minh được những ưu điểm vượt trội:
• Chất lượng đường hàn đẳng cấp: Thiết bị dễ dàng điều chỉnh, cho ra chất lượng đường hàn đồng bộ, đẹp thẩm mỹ cao.
• Tối ưu hóa nguồn nhân lực: Hệ thống thao tác dễ sử dụng, hoàn toàn không cần thợ có tay nghề cao.
Lưu ý:
• Biến dạng nhiệt: Do bồn bể có kích thước lớn, nếu không có trình tự hàn hợp lý, nhiệt độ sẽ làm vặn xoắn kết cấu.
• An toàn lao động: Làm việc trên cao và trong không gian hạn chế đòi hỏi hệ thống giàn giáo và thông gió cực tốt.
• Tiêu chuẩn áp dụng: Thường tuân thủ các tiêu chuẩn quốc tế như API 650 (cho bể chứa dầu), ASME (cho bình áp lực) hoặc các tiêu chuẩn Việt Nam tương đương.
Giải pháp hàn bồn bể áp lực đường hàn vị trí 2G này đặc biệt phù hợp cho các nhà thầu thi công, các đơn vị cơ khí chuyên chế tạo bồn chứa xăng dầu, hóa chất, bình áp suất công nghiệp. Việc ứng dụng giải pháp tự động hóa giúp doanh nghiệp nâng cao tối đa hiệu suất làm việc, giảm bớt sự phụ thuộc vào thợ hàn bậc cao, đồng thời kiểm soát hoàn toàn tính đồng bộ của thành phẩm.
Với vị thế là đơn vị sản xuất tư vấn, cũng như cung cấp giải pháp hàn cắt uy tín hàng đầu Việt Nam, Hồng Ký cam kết đồng hành cùng khách hàng, nghiên cứu giải quyết bài toán phù hợp cho từng doanh nghiệp để nâng cao năng suất và đảm bảo chất lượng kỹ thuật khắt khe cho mọi công trình.
Liên hệ ngay với chúng tôi!
Giải pháp liên quan

Giải pháp hàn ống sử dụng rùa hàn ray mềm cùng máy hàn MIG Hồng Ký
Trong bối cảnh gia công ống thép quy mô lớn đòi hỏi sự khắt khe về độ kín và tính đồng bộ. Việc phụ thuộc vào tay nghề thợ hay các hệ thống hàn cổng SAW đắt đỏ đang là bài toán khó cho nhiều doanh nghiệp. Thấu hiểu điều đó, Hồng Ký mang đến […]

Giải pháp hàn Hồ quang chìm song song (Tandem SAW) cho kết cấu thép
Nhằm đáp ứng nhu cầu tăng năng suất và đảm bảo chất lượng cho các liên kết thép dày, đội ngũ kỹ thuật Hồng Ký đã thực hiện thử nghiệm quy trình hàn hồ quang chìm song song (Tandem SAW). Sử dụng kết hợp bộ nguồn DC HKMZ7 và AC HKMZE 1250A, bài viết dưới […]

Hàn dầm cẩu trục bằng máy hồ quang chìm HKSUB500 Hồng Ký
Công nghệ hàn hồ quang chìm (SAW = Submerged Arc Welding) là một quá trình hàn hồ quang nóng chảy giữa điện cực dây hàn và vật hàn dưới lớp thuốc bảo vệ. Quy trình này được phát minh bởi Viện Hàn Điện EO Paton ở Kyiv, Ukraine. Bằng sáng chế đầu tiên về phương […]

Giải pháp hàn ống bằng rùa hàn – Tối ưu chất lượng và năng suất
Trong lĩnh vực cơ khí, hàn ống đường kính lớn và thành dày luôn là một thách thức. Với ống thép mạ kẽm kích thước φ350 – φ800mm, dày 10 – 12mm, yêu cầu mối hàn không chỉ chắc chắn mà còn phải đảm bảo tính thẩm mỹ. Bên cạnh đó, sản phẩm còn phải […]
